Uffici e ristoranti
Uffici e ristoranti Per la casa
Per la casa Piscine
Piscine
A TOTAL WATER

Water is critical in all industries. Not only is water an increasing cost, but its quality can have a huge impact on some of your most energy intensive processes.
Culligan has over 80 years of experience as a global provider of industrial water treatment solutions.
Covering a wide range of industries our references include the food and beverage, oil & gas, energy & power, healthcare/ hospitals/ bio-pharmaceutical, and manufacturing sectors

Water is critical in all industries. Not only is water an increasing cost, but its quality can have a huge impact on some of your most energy intensive processes.
Culligan has over 80 years of experience as a global provider of industrial water treatment solutions.
Covering a wide range of industries our references include the food and beverage, oil & gas, energy & power, healthcare/ hospitals/ bio-pharmaceutical, and manufacturing sectors.
Industrial Water Treatment Applications
Raw Water Pre-Treatment

Wherever your raw water comes from: well, borehole, surface water, river water, sea water, recycled waste streams or potable water from the municipal supply, good pre-treatment is essential to protect your downstream processes and save costs.
Raw water often contains a wide range of water contaminants such as suspended solids, organics, hardness, heavy metals such as manganese, iron, lead and arsenic. All of which must be removed or reduced before introducing the water into your processes.
Culligan offers a number of technologies designed specifically to treat raw rater including media filtration, ultrafiltration, reverse osmosis, chemical dosing and disinfection systems.
Cooling Water Treatment

As cooling water is integral in so many process critical systems a failure of a cooling system can have a catastrophic impact on a sites operations.
Culligan is able to provide a total water solution for cooling water systems.
By bundling water treatment equipment, cooling water chemicals, certified laboratory analysis, and management through our local teams of service technicians Culligan is able to offer a tailored solution for your specific cooling water needs.



Boiler Water Treatment
Culligan offers a wide range of options for boiler feedwater treatment including softeners and reverse osmosis units for low pressure boilers and demineralization units for higher pressure boilers. Culligan’s boiler water solutions will help you:
- Reduce your environmental impact by lowering blowdown discharge
- Prevent unscheduled downtime from corrosion failures
- Ensure energy efficiencies of heat transfer surfaces by preventing scale buildup
Process Water Treatment
Thanks to our in-house R&D, Engineering and Manufacturing Facilities Culligan are able to produce water treatment systems designed to your processes specific needs.
Condensate recovery
By using a Culligan condensate polishing unit (CPU) the high heat content, low total dissolved solids (TDS) water from condensed steam can be recovered and returned to the boiler feed water tank helping to reduce the energy needed to heat the water when generating steam. Advantages include:
- Reduce water charges and fuel costs
- Save energy through reduced boiler blowdown
- Reduced chemical treatment of raw make-up water
![]()
Recovery and reuse of process water
By recovering the water used throughout the industrial process, suitably treated to the highest standards, and then reintroducing it into the water system of the production plant, you can significantly reduce raw water abstraction, lowering your water footprint and helping to reduce energy costs and protect the environment.
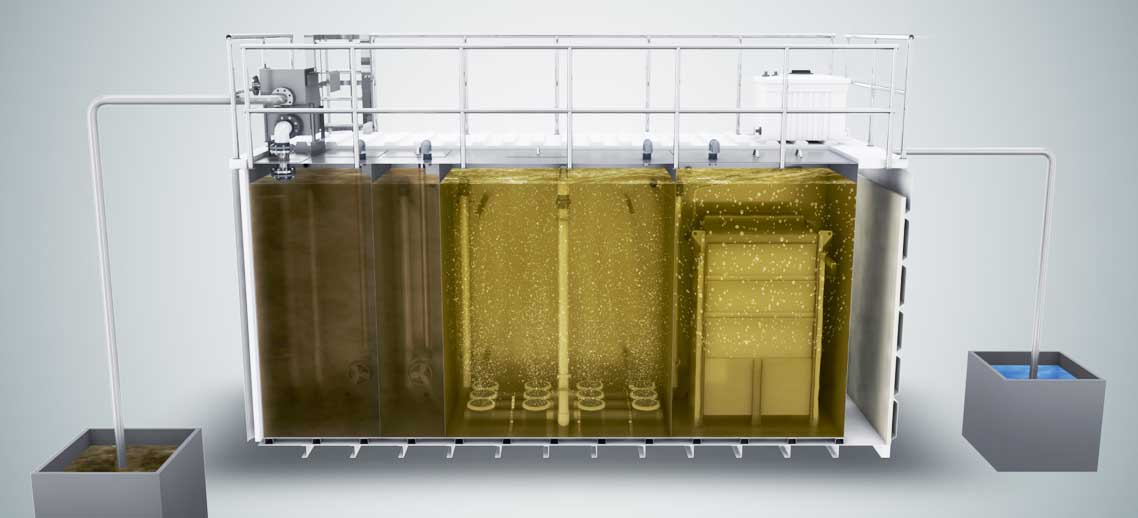
Click here and watch a video of one of our water reuse plants in industry.Waste water and wastewater treatment
Culligan offers specific solutions for wastewater and sewage treatment. Mobile containerised solutions with MBR system are also available.